(8/1-5/2002) - Got the rest of the parts in... And started fine tuning the compression ratio.
![]()
These are my new Deves rings... They are supposed to be the best conventional rings around!

![]()
Aircooled.net has these engine hardware kits... They are pretty nice - no more using 30 year old, grimy hardware! (they are worth it!)

![]()
This is my new Chromoly gland nut - I can torque it more than the stock nut (so the flywheel doesn't 'fall off').

![]()
I've heard that Yamabond 4 is great stuff to use to seal the case halves, so I went to the local Yamaha dealer and got some! Last time I used permatex aviation, however it started to leak after about a year.
![]()
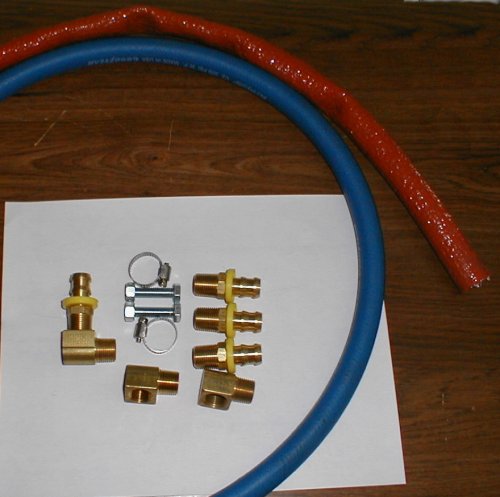
I got the rest of the full flow filter kit.
the left piece is the filter adapter.

The blue hose is the oil hose, and the red stuff is called 'firebraid' - it slips over the oil line, and helps keep the oil cool (since the lines run close to the header).
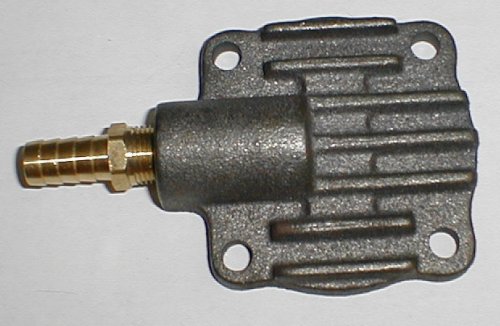
This is the bypass oil pump cover
![]()
These are my new Super Heavy Duty aluminum Pushrods (I need to cut them to length) - they are replacing my Chromoly ones, because the ends on them were mashed up. HD Aluminum will actually be better in my application since it will expand at the same rate as the engine (so I will have a lot less valvetrain noise).

![]()
This is my new Engle FK-7 Cam.

And here is the straightcut gearset I will be using on the cam. (straightcuts will get rid of most of the thrust wear, but increase the noise - but I think they sound cool). The washers in the pic are offset (the black ones are 0 deg., the silver are 2 deg., and the gold are 4 deg.) so that I can "dial in" the cam timing.

Gear installed on cam:

In order to 'time' the cam properly, I need to set my dial indicator on the lifters on the #1 cylinder - so I took an old (trashed) set and welded some rods to them (the welds don't want to hold very well, but it should work).

![]()
Lately I have been busy measuring, and getting ready to take things to the machineshop. This engine will basically be blueprinted by the time I'm done. I've got all the measurements in excel, so maybe one of these days I will put up an "engine spec" page with all the numbers (its LONG). Below I'm plastigaging the Main Journal #2.

The best spot for measuring end-play with the engine on a stand is at the pulley end (note how my dial indicator fits 8mm holes/studs!)

![]()
While trial assembling the engine, I was measuring the deck height and found out that ALL of them were off by a bunch (we are talking variances from .051" to .079" which is WAY to much). There were two problems with the numbers I was getting for deck height: 1) They varied too much and 2) they were too large. So the compression ratios in those cylinders were small and widely ranged. I didn't know what was causing the variances, so I started eliminating things one by one. I made sure the pistons and cylinders were the same length (and they were within .0005" which is very close), then I thought maybe my crank was bent - so I put it in v-blocks (below) and measured the bearing surfaces - its within spec by a LOT. It turned out to be the RODS! I had 8 rods total (below) and NONE were the same length! (due to the WIDE machining tolerances from the VW factory). It took me 4 days, but I finally found the right combination of rods to make the compression ratio close. The compression ratio is NOT high enough yet, but as of right now, the CR is:
| #1 | 6.961 |
| #2 | 6.960 |
| #3 | 7.040 |
| #4 | 7.014 |
As you can see they are pretty close in terms of range (less than .1). The stock compression ratio is 7.5:1, and I want to get close to that without having to machine heads, or bring the deck height below .030". So, I decided to have the #1 & #2 cylinders milled down by .032", and the #3 & #4 cylinders milled by .028". This should give me compression ratios of:
| #1 | 7.410 |
| #2 | 7.433 |
| #3 | 7.452 |
| #4 | 7.407 |
I *would* go a little higher, but I would need to have the heads flycut to decrease the chamber size - and I don't want to do that right now (it makes me cringe to think of my $$$$ heads being machined by someone other than me). So I'm happy with 7.4 CR (and they should be within .045 of each other, which is VERY good). This of course is all assuming that the machineshop machines the cylinders exactly, and my numbers come out correctly when I re-measure them. (so there might be a slight difference between the "what the numbers SHOULD be" and "What the numbers WILL be", but that's OK).

In order to get the proper deck height measurement it is necessary to use a dial gauge to find TDC (you WONT be able to 'eyeball' it!). You HAVE to measure this about 10 times PER cylinder to MAKE SURE you have it right (if you are off by a few thousandths your CR will be wrong!)

![]()
Today (9/4/02), I took the cylinders down to the machineshop to be milled, and the crank, rods, pistons, flywheel, and clutch pressure plate go to be balanced. They should be done on Wednesday (the 7th), then I can re-check my numbers and start assembling the engine!!!!!
![]()
![]()
![]()